
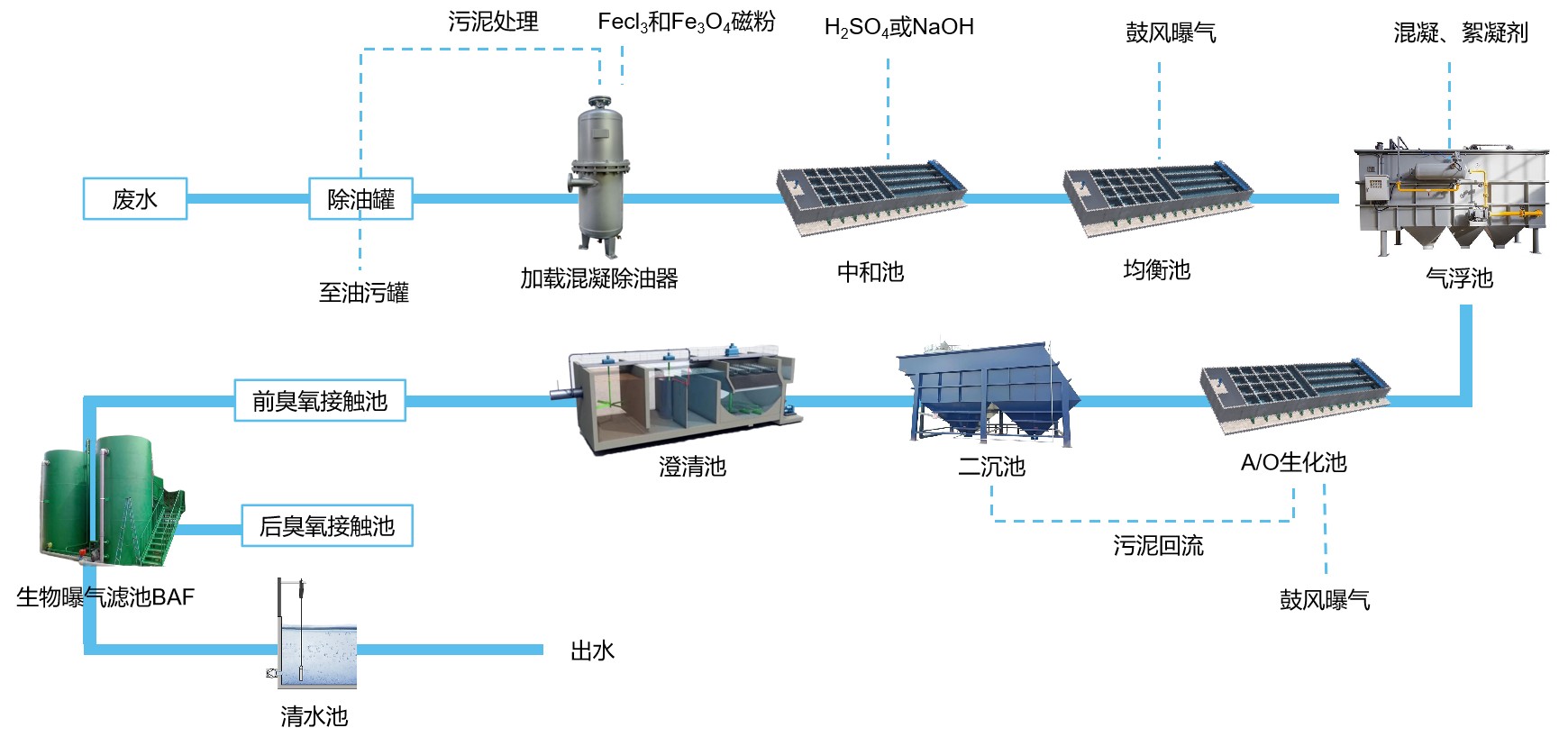
Diagramme de flux de processus
Réserve technique
L'intégration de la concentration membranaire (DTRO/MVR) avec une technologie de dosage dynamique basée sur l'IA permet d'atteindre le rejet liquide zéro (ZLD) et le recyclage des ressources des eaux usées à haute salinité, avec une pureté du sel cristallisé ≥98% et un taux de récupération global ≥95%.
1. Technologie de concentration à haute salinité : les membranes DTRO résistent à la corrosion par Cl⁻ avec un taux de récupération ≥85 %, réduisant efficacement la consommation de produits chimiques.
2. Procédé de cristallisation résistant à la corrosion : Les évaporateurs en alliage de titane s'adaptent aux compositions complexes des eaux usées, ce qui les place à la pointe de l'industrie en matière d'efficacité de purification du sel.
3. Séparation rapide solide-liquide : La technologie de sédimentation par coagulation magnétique permet d'atteindre une turbidité de l'effluent ≤1 NTU, améliorant considérablement l'efficacité du traitement.
Avantages de l'industrialisation
Grâce à l'intégration modulaire et à l'innovation des processus, il est possible de réduire considérablement les coûts d'investissement et la complexité opérationnelle.
1. Livraison de systèmes préfabriqués : Modules d'évaporation-cristallisation montés sur châssis déployés en 120 jours, réduisant considérablement l'espace au sol.
2. Équipements anticorrosion internes : Réservoirs en PRV sur mesure avec une durée de vie ≥ 15 ans, permettant une réduction substantielle des coûts d'exploitation.
3. Surveillance intelligente du processus complet : le système SCADA optimise la consommation d'énergie et le dosage chimique en temps réel, réduisant considérablement les coûts de maintenance.
Produits associés